欢迎访问
全国24小时服务电话:13983113682

全国24小时服务电话:13983113682



高品质家庭电缆有电力电缆、控制电缆、补偿电缆、屏蔽电缆、高温电缆、计算机电缆、信号电缆、同轴电缆、耐火电缆、船用电缆、矿用电缆、铝合金电缆等等。它们都是由单股或多股导线和绝缘层组成,用来连接电路、电器等。了解详情

交联聚乙烯绝缘电缆是一种适用于配电网等领域的电缆,具有PVC绝缘电缆无法比拟的优点。它结构简单、重量轻、耐热好、负载能力强、不熔化、耐化学腐蚀,机械强度高。了解详情

交联聚乙烯绝缘电缆的性质 交联聚乙烯绝缘电缆采用过氧化物交联的方法,使聚乙烯分子由线型分子结构变为三维网状结构,由热塑性材料变成热固性材料,工作温度从70℃提高到90℃,显著提高电缆的载流能力。交联聚乙烯绝缘电缆具有以下优点:了解详情
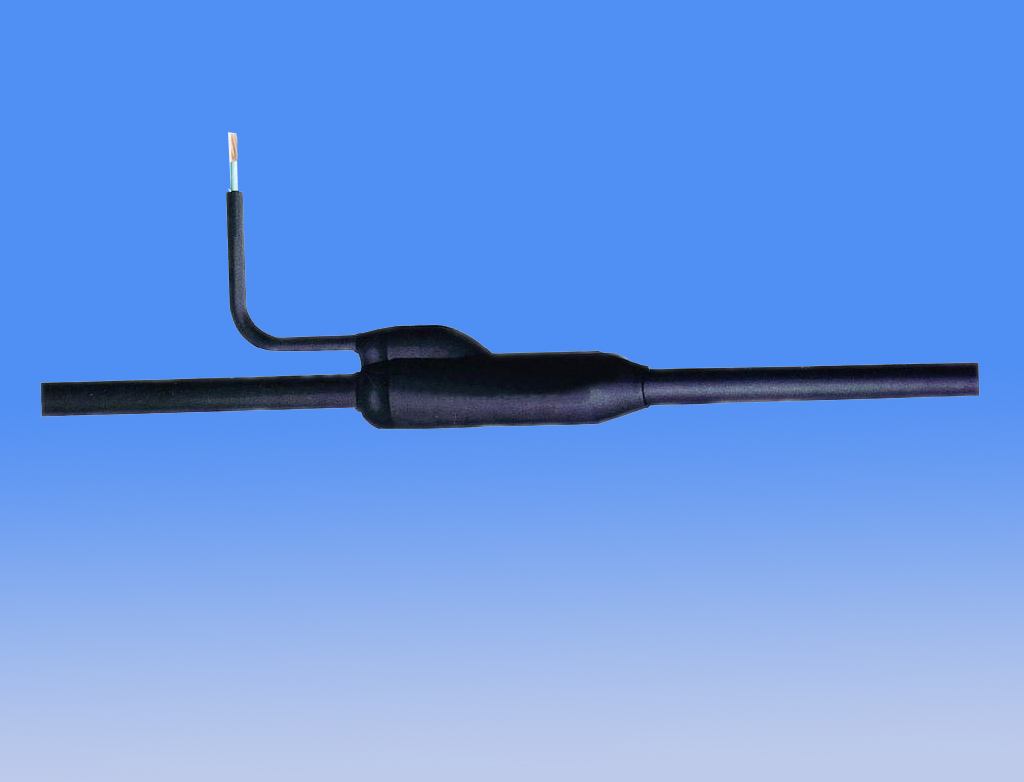
预分支电缆的优点 (1)占用建筑面积小,对土建的空间尺寸无要求 (2)敷设简单,安装便捷,使用环境要求低,可直接敷设于电缆沟内、建筑的专用电缆竖井内,也可敷设于不同的电缆桥架中,安装精度低 (3)与封闭母线槽相比,电缆的走向随意,弯曲半径小,大大降低了施工难度,缩小了空间尺寸 (4)安装劳动强度小,施工周期短,仅有封闭母线槽安装时的十分之一了解详情

预分支电缆的分类 1、优良的抗震性、气密性、防水性和耐火性 2、主干电缆导体无接头,连续性好,减少故障发生几率 3、采用先进的全机械化压接技术,避免人为因素的影响 4、可定制性高,可根据配电系统的配电点的需要设定分支位置 5、分支体接触电阻极小,不受热胀冷缩的影响 6、降低配电成本及工程造价,经济指标高,综合效益明显 7、安装简便,施工周期短,相比封闭母线槽大幅度减少安装工时 8、安装运行后免维护,在平时不需要作任何维护和保养了解详情

电缆的超高压交联电力电缆工艺 一种化学交联、辐照交联功能母粒子的应用方法 目前,采用聚乙烯电缆用交联功能母粒子,可在普通聚乙烯电缆料粒子中加入少量本功能母粒子,挤出的电缆即可成为交联电缆。 电缆交联功能母粒子分为三种:化学交联功能、电子束辐照交联功能、紫外光辐照交联功能。了解详情

在线客服
服务时段:8:30-22:00 点击咨询


 渝公网安备 50010702505002号
渝公网安备 50010702505002号